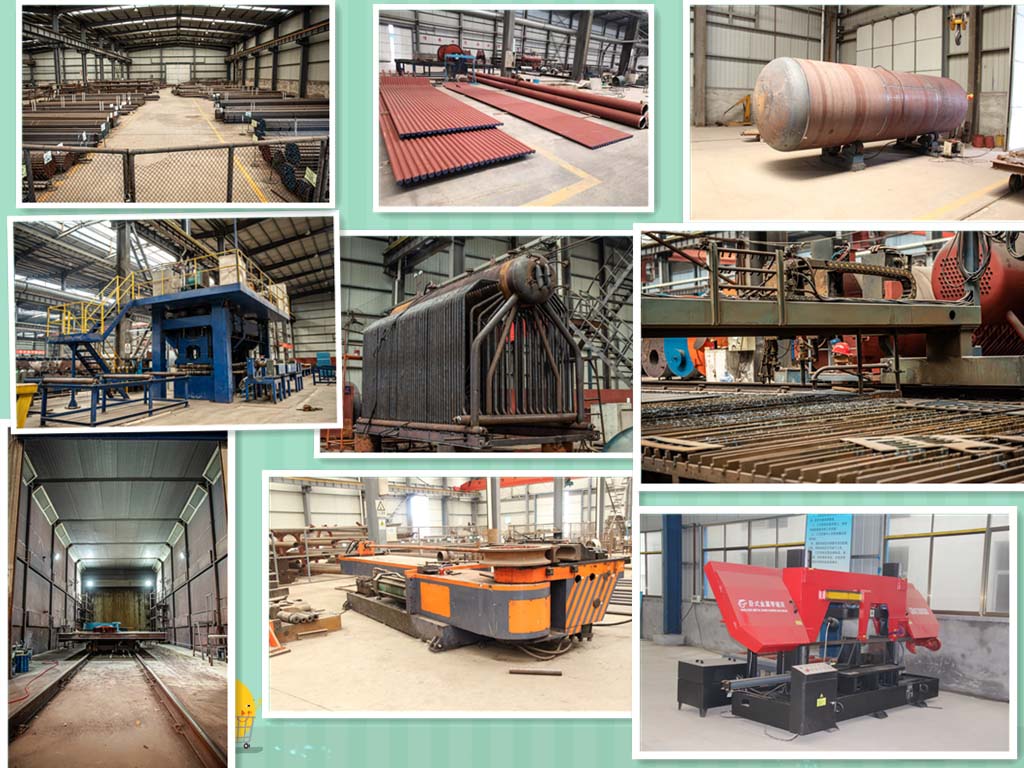
Proceso de producción principal de caldera de anillos dobles
| Paso |
Proceso de producción |
| Corte |
La máquina cortadora CNC automática importada se utiliza para cortar el tamaño según sea necesario. |
| Supresión de calor |
Adopta el proceso de estampado de calentamiento de la cámara, el control automático de temperatura y el dispositivo de grabación, una vez formado para el sellado |
| Mecanizado final |
Cara final de proceso de torno vertical grande |
| Cierre de contenedor |
Adoptando la avanzada tecnología de hilado en caliente pionera, los medios de procesamiento y la tecnología de formación de cierre de cajas están en una posición de liderazgo. |
| Codo de tubería |
El proceso de doblado hidráulico sin núcleo reduce en gran medida la cantidad de adelgazamiento del tubo. |
| Laminación |
Placa rodante de máquina laminadora automática hidráulica CNC grande para reducir la desalineación y el ángulo del borde de la junta del cilindro para mejorar la eficiencia y la calidad del trabajo. |
| Soldadura |
El arco sumergido se suelda automáticamente y la apariencia de la soldadura es recta y hermosa. |
| Inspección no destructiva |
Todos los componentes de presión, como el tambor después de la soldadura y el ensamblaje, deben ser inspeccionados de forma no destructiva por rayos X para garantizar la calidad de la soldadura. |
| Perforación |
El conjunto se perfora en el perforador. |
| Soldar juntos |
La apariencia de la soldadura debe ser hermosa. |
| Inspección hidráulica |
El producto terminado debe ser inspeccionado por inspección hidráulica para cumplir con los requisitos de presión de diseño. |
| Caldera de construcción |
El arco frontal adopta un arco refrigerado por agua, lo que aumenta en gran medida la solidez del arco frontal. Al mismo tiempo, se eleva la altura del arco frontal, de modo que el gas de combustión se mueve completamente en el arco frontal para aumentar la radiación de la sección de la rejilla; el arco trasero es de ladrillo y la cobertura es regulable. El combustible quemado es más adaptable. |
| Envase de pintura |
La apariencia de los componentes calificados está pintada; las partes del embalaje exterior de la caldera están moldeadas por una prensa hidráulica y la rigidez es buena; la pintura está hecha de barniz para hornear y la apariencia es brillante, suave y elegante. |
| 1 |
Informe de cálculo de resistencia para materiales aplicados después de la inspección de la máquina. |
| 2 |
Informe 100% NDT (inspección no destructiva) de chapa, tubo y varilla de soldadura de acero; |
| 3 |
Informe de inspección de rayos X al 100% (costura de soldadura): para garantizar la calidad de toda la caldera; |
| 4 |
Informe de prueba hidráulica: garantizar la presión de trabajo estándar y la seguridad; |
| 5 |
Informe de inspección de terceros: por el Instituto de Inspección de Supervisión de Seguridad de Equipos Especiales de la provincia de Jiang Su |
| 6 |
Nivel de producción del fabricante Grade-A. El producto alcanza las marcas CE estándar europeas. |
Maquinaria de inspección para la caldera en taller y laboratorio
| No. |
Nombre |
Modelo |
Cant. |
| 1 |
Medidor digital de análisis de carbono y azufre |
HV-4B |
1 juego |
| 2 |
Horno de autoencendido de alta velocidad |
HB-2H |
1 juego |
| 3 |
Escala electrica |
JA1003 |
1 juego |
| 4 |
Fotómetro |
723 |
1 juego |
| 5 |
Escala de metalografía |
XJB-2A |
1 juego |
| 6 |
Maquinaria de prueba hidráulica multipropuesta |
WE-100 |
1 juego |
| 7 |
WE-600A |
1 juego |
| 8 |
Máquina de prueba de conmoción cerebral |
JB-30 |
1 juego |
| 9 |
Medidor proyectivo |
JS |
1 juego |
| 10 |
Detector de grietas de rayos X |
XXH3005 |
1 juego |
| 11 |
XXH2505 XXXXH23005 |
2 juegos |
| 12 |
XY2515 |
2 juegos |
| 13 |
Detector ultrasónico de grietas |
CTS-22 |
2 juegos |